







MRS EXTRUDER
The patented MRS Extrusion System offers completely new possibilities with regard to the efficient degassing and extrusion of polymer melts.
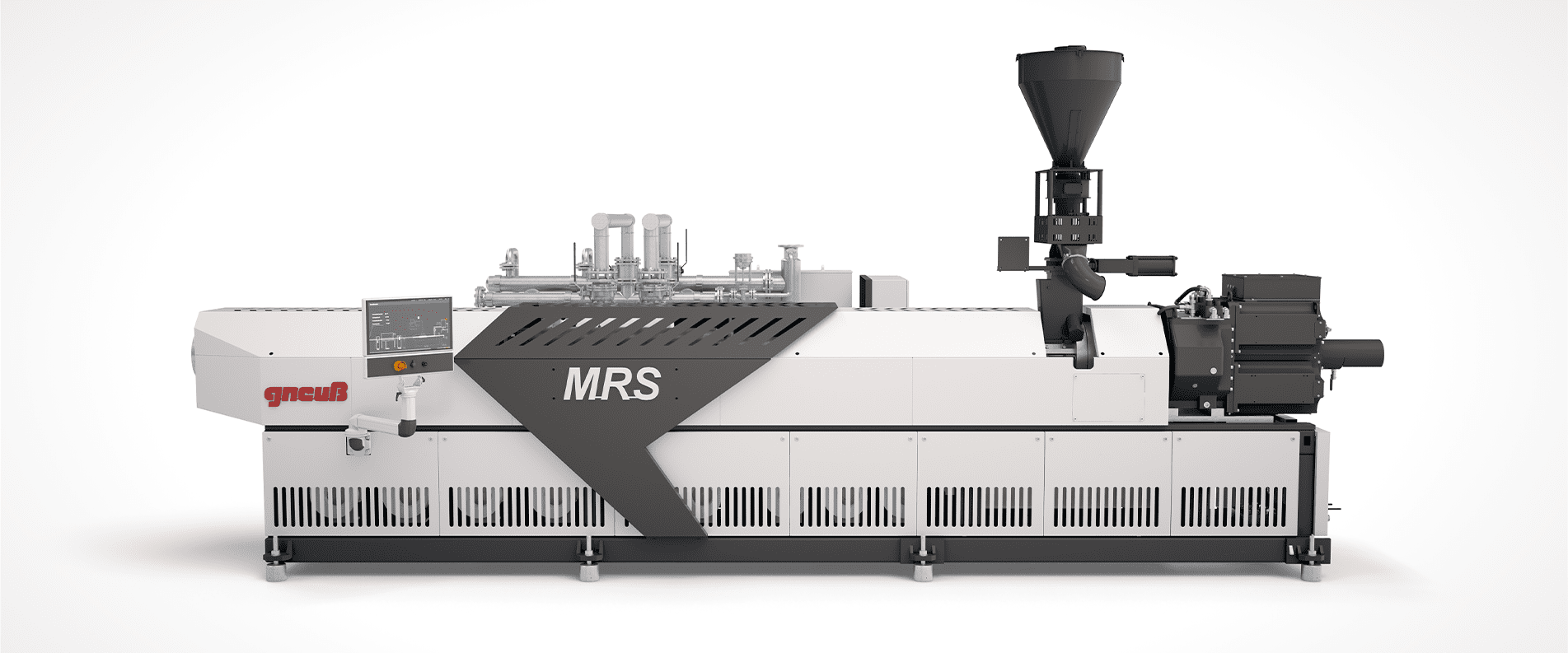
MRS extruder: a single-screw extruder with a multiple screw section
Compared to a conventional single-screw extruder, Gneuss’ MRS extrusion system offers many new possibilities for the efficient degassing and recycling of polymer melts. In addition, with the MRS extruder gases or fillers can be homogeneously introduced into the melt.
By loading the video, you agree to YouTube’s privacy policy.
Learn more
Devolatilization extruder
The MRS extruder, which is based on the technology of the single-screw extruder, has a robust design and a wide range of applications. It is particularly suitable for recycling applications, such as bottle, fiber or sheet recycling. The innovative processing unit allows post-consumer polyester (PET) to be processed directly into high-quality end products. The process takes place without pre-drying and by using a simple water ring vacuum system.
Multi Rotation System: the design of the MRS extruder
The MRS extruder is based on the conventional single-screw extruder, but is equipped with a multiple screw section, for optimum devolatilization. The polymer melt is delivered into a large single-screw drum. The drum contains several small extruder barrels, parallel to the main screw axis. Installed in these small extruder barrels are the “satellite” screws, which are driven by a ring gear in the main barrel. The satellite screws rotate in the opposite direction to the main screw while they rotate around the screw axis. This disproportionately increases the surface exchange of the polymer melt. So that the volatiles can be freely evacuated, the MRS extruder is equipped with a large opening for venting (exposing the full length of the satellite screws) which is completely under vacuum. This provides excellent and unrestricted access to the polymer melt, the surface of which is constantly replaced at an extremely high rate by the action of the satellite screws in the multiple screw section. In addition, precise control of the melt temperature is possible as the temperatures of all the surfaces in contact with the melt can be controlled accurately.
Performance comparison: MRS extruder vs. twin- & single-screw extruder
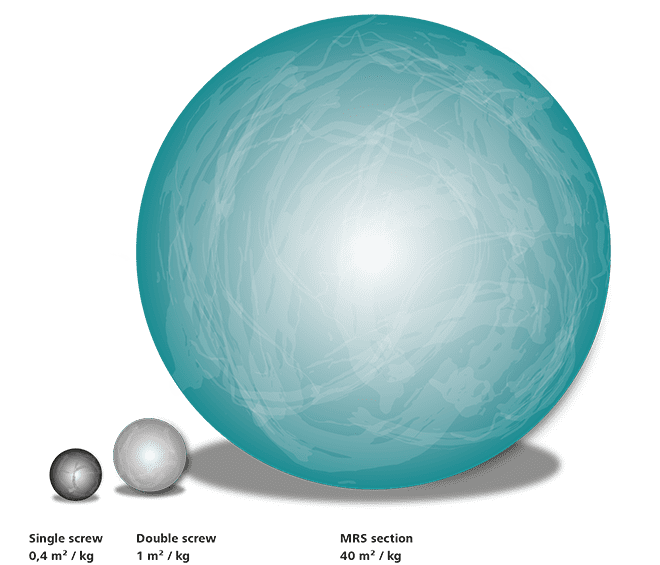
Thanks to the multiple screw section, the surface area – and the surface area exchange rate – available for devolatilization are far greater than in other extrusion systems available on the market.
The surface area of the steel parts in contact with the melt is exchanged at a rate of more than 25 times greater than with a co-rotating twin-screw extruder. Due to the opposite rotation direction and high speed of the satellite screws, the polymer surface area is increased by a factor of 100 compared to a single-screw extruder and a factor of 40 compared to a twin-screw extruder.
Energy efficiency
The MRS extruder is not only powerful, but also extremely energy efficient. Energy consumption with the MRS technology is in general 15 to 25 % lower than with conventional technologies that require pre-drying and/or a deep vacuum system.
Compared with a single-screw extruder, when recycling PET pre-treatment of the material in the form of drying and crystallizing can be avoided, thereby saving operating and maintenance costs. Compared with a twin-screw extruder, no pre-drying nor a deep vacuum are required, again saving operating and maintenance costs.
Furthermore, the MRS delivers sufficient pressure that a melt pump is not necessary to boost pressure.
| MRS Extruder | throughput rate | ||
| PET | 35 – 2.000 kg/h | ||
| PP + PE | 25 – 1.600 kg/h | ||
| PA | 28 – 1.900 kg/h | ||
| PS | 30 – 1.500 kg/h |
Advantages of the MRS extruder:
- IV retention and boost
The MRS extruder can stabilise and/or increase the IV in the melt phase, in the extruder itself. - No pre- or post-extrusion treatment
The MRS extrusion process avoids the need for both pre-treatment and post-treatment, whether by Liquid State (LSP) or Solid Sate Polymerisation (SSP). - Low thermal and mechanical stress on the material
Thanks to the shortest possible processing chain, the melt stays in a narrow, defined residence time spectrum. The thermal and mechanical load is maintained as low as absolutely possible. This results in excellent mechanical and optical product properties. - Compact design
The footprint of the MRS extruder is not significantly longer than that of a conventional extruder. The MRS extruder requires little space, is low maintenance and extremely energy efficient. - Worldwide PET food contact compliancy
The high devolatilising performance of the MRS extruder means that it achieves the challenge test requirements of the FDA, EFSA and many other local regulators worldwide. And this without the need for cost and energy-intensive treatment of the material prior to or after extrusion. - Wide range of input materials
The MRS can easily handle recycled PET in a wide range of forms, whether as post-consumer PET bottle flake or reground sheet (including post-consumer), fibre waste or in a combination of different forms.
Typical MRS extrusion applications (examples):
- Thermoforming sheet
- PET-Bottle-Recycling
- Strapping tape
- PE/PP Recycling
- PA Degassing
- MRS-Mixing-Technology
- Direct recycling of fiber and film waste
- Removal and recovery of caprolactam in nylon processing
Devolatilization extruder: single-screw extruder with multiple screw section
As an experienced extruder manufacturer, we strive to continuously provide innovative solutions that meet our customers’ needs. Our commitment to quality and reliability has made us a preferred partner in the industry. We invest in research and development to ensure that our extruders meet the latest technological standards. Let us show you the many possibilities of the MRS extruder – a single-screw extruder with a multiple screw section – and optimize your plastics processing or recycling application with the help of our devolatilization extruder. See also the MRSpure recycling extruder.
News
The Gneuss MRS Recycling Process: approved for food packaging worldwide
Since the first “Letter of Non Objection” from the American food safety authority in 2009, the Gneuss recycling process based around the MRS extruder has received a large number of approvals for processing up to 100 % post-consumer and industrial polymer waste to food contact products.
Publication
PET Recycling – Modular concept for industrial waste offers flexible solutions
Kunststoffe 10/2014
PDF-Download (480 KB)
PET in Rotation
Kunststoffe international 10/2011
PDF-Download (920 KB)
Do you need more detailed information? Request our technical reports and brochures now!
Request