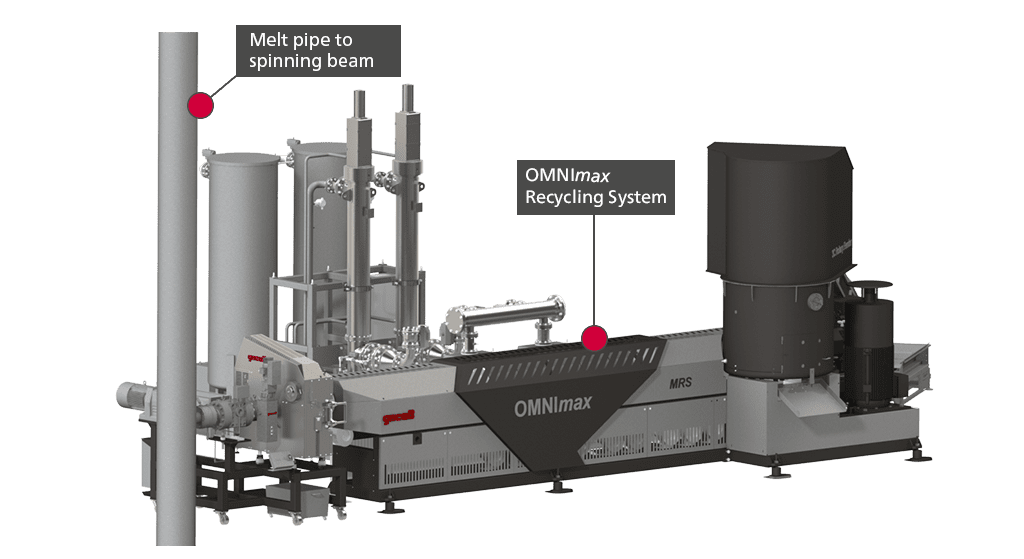
Downstream of the MRS extrusion process, ethylene glycol is introduced into the melt flow and mixed with it. In this way, differing viscosities in the input material can be equalized. The glycolyzed melt is then filtered in the Rotary Melt Filtration System RSFgenius. Thanks to the low viscosity, fine filtration with a relatively small filtration system is possible. The purified polymer flows then through the Online Viscometer, which controls the quantity of ethylene glycol which is injected into the melt and in this way maintains a constant viscosity. With the help of a booster pump, the polymer is fed into the main polymer flow upstream of the finisher. With a static mixer, the reprocessed, glycolyzed material is mixed with the main material flow and the blend of recycled and virgin material passes into the finisher where the polycondensation takes place under vacuum and the PET melt passes on to the spinning beam from there.
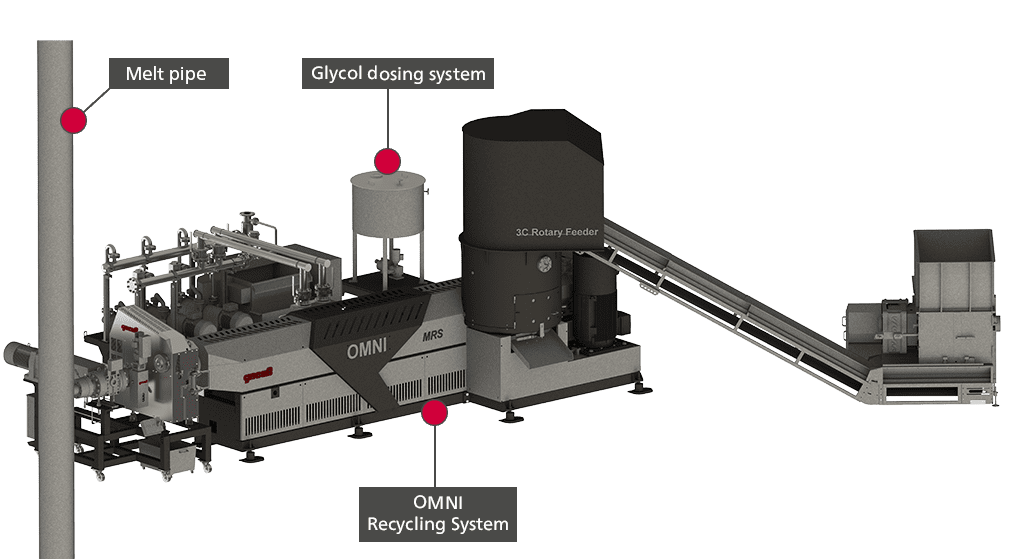
Material introduction downstream of the finisher
After extrusion and filtration, the purified polymer melt is fed via a booster pump directly into the polymer melt pipe downstream of the finisher. The recycled content is mixed with the virgin polymer melt. The viscosity is set by means of the Online Viscometer and the process control system and matches that of the main polymer flow.